
निरन्तर क्लेडिङ मेसिनरी




सिद्धान्त
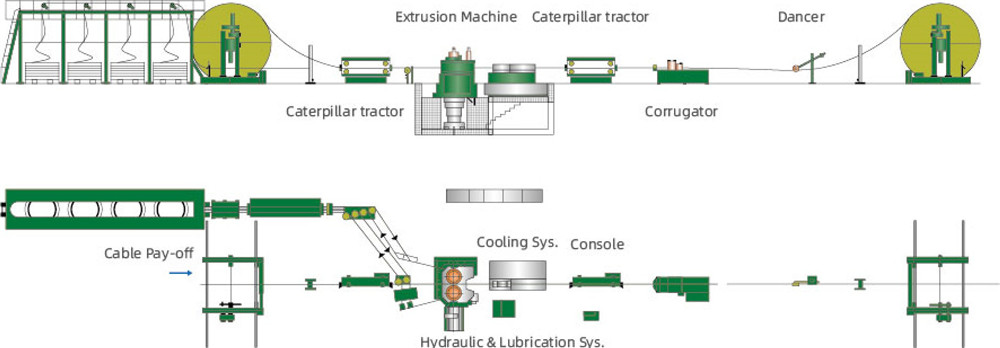
निरन्तर क्लेडिङ/शीथिङको सिद्धान्त निरन्तर एक्सट्रुसनसँग मिल्दोजुल्दो छ। ट्यान्जेन्टियल टुलिङ व्यवस्था प्रयोग गरेर, एक्स्ट्रुजन ह्वीलले क्ल्याडिङ/शीथिङ च्याम्बरमा दुईवटा रडहरू चलाउँछ। उच्च तापक्रम र दबाब अन्तर्गत, सामग्री या त मेटलर्जिकल बन्डिङको अवस्थामा पुग्छ र धातुको तार कोरलाई सीधै ढाक्नको लागि धातुको सुरक्षात्मक तह बनाउँछ जुन च्याम्बर (क्लाडिङ) मा प्रवेश गर्छ, वा म्यान्डरेल र गुफाको बीचको खाली ठाउँबाट बाहिर निकालिन्छ। तार कोर (म्यान) लाई सम्पर्क नगरी धातुको म्यान। डबल-ह्वील क्ल्याडिङ/शीथिङले दुईवटा एक्स्ट्रुजन पाङ्ग्राहरू प्रयोग गर्छ जसमा ठूला व्यासको तार कोरमा चारवटा रडहरू उपलब्ध हुन्छन्।
| मोडेल | SLB 350 | SLB400 | SSLB500 (डबल ह्वील) |
| क्लेडिङ | |||
| मुख्य मोटर शक्ति (किलोवाट) | २०० | ४०० | - |
| रड dia खुवाउने। (मिमी) | २*९.५ | २*१२ | - |
| कोर तार व्यास। (मिमी) | ३-७ | ३-७ | - |
| रेखा गति (मि/मिनेट) | १८० | १८० | - |
| म्यान गर्ने | |||
| मुख्य मोटर शक्ति (किलोवाट) | 160 | २५० | ६०० |
| रड dia खुवाउने। (मिमी) | २*९.५ | २*९.५/२*१२ | ४*१५ |
| कोर तार व्यास। (मिमी) | ४-२८ | ८-४६ | ५०-१६० |
| म्यान मोटाई (मिमी) | ०.६-३ | ०.६-३ | २-४ |
| म्यान बाहिरी व्यास। (मिमी) | ६-३० | २०-५० | ६०-१८० |
| रेखा गति (मि/मिनेट) | 60 | 60 | 12 |

सम्बन्धित उत्पादनहरू
-

निरन्तर निकासी मेसिनरी
फाइदाहरू 1, घर्षण बल र उच्च तापमान अन्तर्गत फिडिङ रडको प्लास्टिक विरूपण जसले उत्कृष्ट उत्पादन प्रदर्शन र उच्च आयामी शुद्धताका साथ अन्तिम उत्पादनहरू सुनिश्चित गर्न रडमा आन्तरिक दोषहरू पूर्ण रूपमा हटाउँछ। २, न त प्रिहिटिंग न त एनिलिङ, राम्रो गुणस्तरका उत्पादनहरू कम पावर खपतको साथ एक्स्ट्रुजन प्रक्रियाद्वारा प्राप्त। ३, संग...